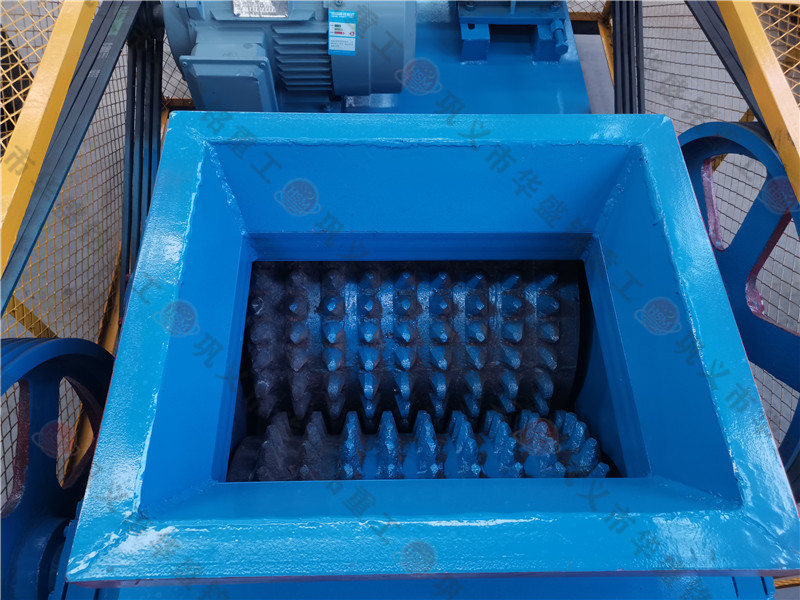
對輥破碎機齒板的鑄造工藝流程
作者:admin
發(fā)表于: 2017-12-27 09:18

范老師
技術(shù)工程師
獲取報價
隨著技術(shù)水平的不斷進(jìn)步和科學(xué)技術(shù)發(fā)展的日新月異,,事物更新?lián)Q代的頻率和速度在不斷的加快。如何在競爭激烈的當(dāng)下保持技術(shù)水平的持續(xù)穩(wěn)定發(fā)展,,那就得有獨特的生存方式和過人的技術(shù)力量?,F(xiàn)今的破碎機市場不斷革新新技術(shù),華盛銘介紹對輥破碎機齒板的鑄造工藝流程
1,、用砂分析:我們從外形及較高精度裝配能夠看出,,采用普通粘土砂,,由于修型困難而沒有辦法得到齒面形狀及裝配精度,需要采用硬砂,。我們可以看出齒釘部分不僅不好刷,,而且比較容易在赤尖造成難以清理的涂料堆積,從而使燒注后的成品齒不飽滿,。所以,,我們應(yīng)該盡量選用與高錳鋼同為堿性的砂種,用來回避后刷涂料,。
2,、分型面:我們可以根據(jù)結(jié)構(gòu)看出,此件分型面只有選在齒根圓弧面,,其中方案一是齒面朝上,,方案二是齒面朝下。齒向上不僅不容易補縮,,且因自硬砂中不易扎氣眼,,而造成型腔齒內(nèi)排氣困難而澆不足,使得鑄齒的飽滿程度也不好,,因此我們會選用齒面朝下,。
3、冒口:根據(jù)結(jié)構(gòu),,該冒口放在頂面難以氣割打磨,,加之高錳鋼為糊狀凝固,選用邊冒口會顯得更合適,。所以才有兩個邊冒口放置在兩個端面,,從而利于補縮和氣割的打磨。
4,、木型:需要嚴(yán)格地要求木型尺寸精度,,并且要注意的是做成活塊的齒釘,,打銷方向一定要垂直于分型平面而不是圓弧面,,這樣才能保證不阻礙起模。
5,、涂料:我們需要注意防止齒釘涂料堆積,,選用鎂橄欖石酒精涂料,此處涂料一定要薄一些,,不好控制的時候,,也可不刷涂料。
我們?nèi)A盛銘在生產(chǎn)對輥破碎機上一直都是非常有優(yōu)勢的,。我們在這個行業(yè)已經(jīng)立足了近二十年,,并且擁有了自己的三個大型車間,,上百名員工,無論從實力上還是規(guī)模上都是數(shù)一數(shù)二的,。再一個就是我們復(fù)服務(wù)質(zhì)量非常好,,無論是售前還是售后,我們的廠家都有完善的系統(tǒng)來維護(hù)新老客戶,。從產(chǎn)量上來說,,華盛銘的新型對輥破碎機是之前老式粉碎機的兩倍還多,所以如果你需要購買對輥破碎機的話,,華盛銘重工一定是您的廠家,。
以上內(nèi)容有華盛銘對輥破碎機廠家http://18232.cn提供。


 下一篇: 四輥破碎機棍皮更換注意要點
下一篇: 四輥破碎機棍皮更換注意要點




 上一篇:
上一篇:





